 Тридцатые годы XX века пронеслись ураганом индустриализации по патриархальным уральским заводам. Старые города-заводы, чей спокойный и размеренный уклад не мог изменить даже молодой российский капитализм, будто очнулись от сна.
Тридцатые годы XX века пронеслись ураганом индустриализации по патриархальным уральским заводам. Старые города-заводы, чей спокойный и размеренный уклад не мог изменить даже молодой российский капитализм, будто очнулись от сна.В Первоуральске тогда вводился в строй флагман чёрной металлургии – Новоуральский (Новотрубный) завод. Профессиональные издания сообщали: «Среди существующих и строящихся трубных заводов новый Уральский трубный завод по характеру цехов, устанавливаемому оборудованию и сортименту намеченных к выпуску труб занимает обособленное место. Он будет производить трубы преимущественно прецизионные, легированные, шарикоподшипниковые и т. п. По характеру и комплексу цехов завод займет первое место в Европе, по сортименту же выпускаемой им продукции завод явится единственным в мире».
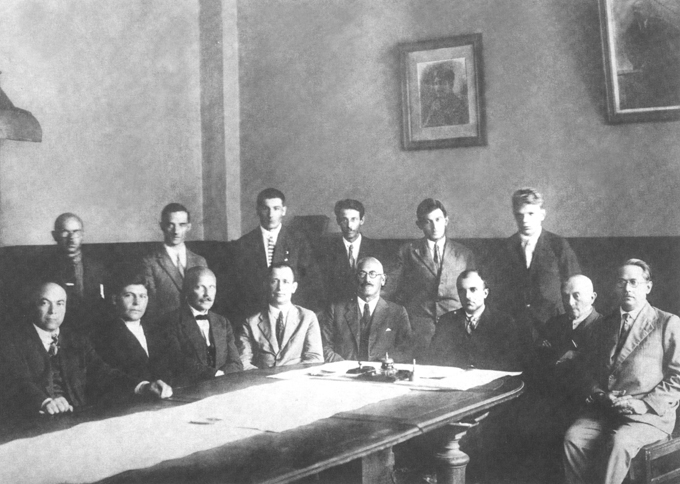
зале заседаний Ленинградского ГИПРОМЕЗа, 23 августа 1930 года. За большим старинным столом – 14 человек – люди, от которых зависит судьба еще не «рожденного» нового трубного завода в Первоуральске
Первый ряд. Сидят справа налево: 1) Яковлев Федор Иванович, главный инженер Мариупольского завода; 2) Титов Владимир Иванович, зам. зав. металлургическим отд. ГИПРОМЕЗа; 3) Завенягин Авраамий Павлович, директор Ленинградского ГИПРОМЕЗа (человек Магнитка, Норильск и атомная бомба – HBA); 4) Штифель Ральф, консультант, инженер из Америки (человек и прокатный стан – HBA); 5) Филинковский Владимир Иосифович, главный инженер ГИПРОМЕЗа; 6) Шпельте Константин Гаврилович, автор проекта Первоуральского трубного завода; 7) Мельников Иван Семенович, директор Первоуральского трубного завода (отец-основатель НТЗ – HBA); 6) Дыбовский Евгений Иванович, инженер зав. трубной секции объединения «Сталь». Второй ряд. Стоят справа налево: 9) Пискарев Михаил Владимирович, руководитель прокатной группы ГИПРОМЕЗа; 10) Ласьло, инженер из Чехословакии; 11) Лисочкин Александр Федорович, инженер завода «им. Карла Либнехта»; 12) Швейкин Виктор Васильевич, инженер «УралГИПРОМЕЗа» (человек и площадь в Первоуральске – HBA); 13) Лянге Борис Леонидович, зав. прокатной секции ГИПРОМЕЗа; 14) Баканов Николай Иванович
Проект Новотрубного в какой-то степени был «списан» с трубопрокатного завода «CHAUDOIR» в Екатеринославе (Днепропетровск). Оборудование волочильного цеха состояло из станов холодной прокатки труб, произведенных американской компанией «TUBE REDUCING CORPORATION». Первым прокатным станом нового завода стал немецкий реечный стан «ROHRSTOßBANK», запущенный в работу 13 сентября 1935 года. Но это были «цветочки». «Плод» созрел в январе 1936 года.
13 января 1936 года в первом часу ночи было проведено комплексное горячее опробование всех агрегатов стана «Большой Штифель», произведенного немецкими фирмами «MEER AG M. GLADBACH» и «SUNDWIGER EISENHUTTE MASCHNENBAU AG» по чертежам американского инженера Ральфа Штифеля. На тот момент это был единственный в Советском Союзе и второй в Европе агрегат по мощности проката. Ночная смена во главе с начальником цеха Уткиным прокатала первые «26 товарных труб, размером 152×6,5 по ОСТу». Методической печью руководили начальник смены Зорин, мастер Быков и старый опытный таганрогский сварщик Волков. У прошивного стана стояли инженер Кошечкин и мастер Сосунов. На автоматическом стане работали заместитель начальника цеха, инженер Основиков и оператор Клёпиков. Рилинг-машиной управляли инженер Звягинцев и мастер Демидов. Калибровочным станом руководил мастер Штейн. Общий контроль осуществлял представитель фирмы «MEER» господин Карвелис.
В туже ночь секретарь районного комитета партии Чернецов передал о прошедшем комплексном горячем опробовании «Штифеля» заведующему промышленным отделом Обкома партии тов. Яну. Насколько важно было это событие можно понять уже по тому, как оно было воспринято партийным руководством региона. Ночью 19 января Новотрубный завод посетили секретарь Обкома партии Иван Дмитриевич Кабаков и член Центрального Комитета партии «тов. Икс». Они провели на заводе около трех часов. В заключении товарищ Кабаков «выразил надежду, что Новотрубный завод будет одним из передовых и по работе и по культуре».
Освоение «Большого Штифеля» проходило непросто.
Не было специалистов. Учились, буквально, друг у друга. Первое время начальник цеха и его заместитель работали рядом с прокатчиками, учили их и учились сами. Затем стажировку на прокате прошли все начальники смен и мастера. Специалистами трубного дела считались люди, прошедшие стажировку на других предприятиях. Например, мастер проката Василий Иванович Сосунов трубному делу учился в Ижоре, Днепропетровске и даже четыре месяца стажировался во Франции.
Не было запасных частей. Их не было вообще. И просто чудо, что за первые три месяца освоения агрегата не произошло ни одной серьезной аварии.
И, наконец, не хватало заготовки. Единственный поставщик – Кабаковский (Надеждинский, сегодня – Серовский) завод явно не справлялся. «Если Кабаковский завод выдаст Новотрубному его норму, то он не сможет обеспечить других потребителей».
В этих непростых условиях прокатчики «Большого Штифеля» ставили рекорд за рекордом. Мощность установки, пересмотренная ГИПРОМЕЗом с учетом стахановских норм, составляла 78 тыс. тонн. Тогда как сами прокатчики заявили, что с учетом проведенных испытаний производительность «Штифеля» свободно может быть доведена до 100 тыс. тонн. «Когда я услышал, что «Малый Штифель» выплывает на сцену, я с полной уверенностью говорю, что по «Большому Штифелю» 100 тыс. тонн можно проектировать смело», – заявил, выступая на отраслевой конференции металлургов Востока в Свердловске, начальник первого трубопрокатного цеха Уткин. Заметим, что выпуск труб в 1914 году на всех трубных заводах царской России составлял лишь 67 тыс. тонн.
С того дня минуло восемьдесят лет, и все эти годы «Большой Штифель» надежно служит первому цеху, заводу, стране. Сегодня самый старый в России трубопрокатный стан, первенец советской чёрной металлургии, дедушка трубной промышленности честно работает на том же самом месте, куда его установили в далекие тридцатые и, похоже, не собирается на пенсию.
P.S. Для желающих понять как «рождается» труба на «Штифеле» (для меня это до сих пор тайна) предлагаю ознакомиться с текстом инженера П. Калачева, опубликованном в 1934 году в книге «Уральская металлургия»:
«На агрегате Штифеля трубы вырабатываются из круглой заготовки. Заготовка берется соответствующего размера в зависимости от размеров изготовляемой трубы, нагревается в печи и в нагретом состоянии пропускается между парой бочкообразных, наклонных друг к другу валков (косой стан). Навстречу ходу заготовки устанавливается коническая оправка, надетая на длинный стержень. Заготовка, пройдя через стан, прошивается и превращается в трубу, почему и самый процесс образования трубы из круглой заготовки пропуском через косой стан носит название «косой прошивки». После прошивки оправка выпадает из трубы, а стержень вытягивается обратно.
Труба же передается по наклонному столу к автоматическому стану – парой ручейных валков. Здесь труба задается толкателем в один из ручьев стана, причем навстречу ей опять, как и в прошивном стане, ставится коническая оправка. Наружный диаметр трубы определяется размером ручья, а внутренний диаметр – размером оправки, толщина стенок получается как разность между размерами ручья и оправки.
Когда труба пройдет через стан, то верхний валик поднимается, и одновременно начинают действовать ролики обратной подачи, которые установлены позади стана. Они охватывают трубу и, вращаясь в обратную сторону, выталкивают ее на переднюю сторону стана. Меняя ручьи, т. е. переходя с большего размера на меньший и меняя размер оправок, получают трубу необходимого диаметра.
После стана труба имеет не вполне круглое сечение (овал) и продольные полосы. Для выравнивания сечения трубы и сглаживания поверхностных полос ее пропускают через правильную машину (рилинг-машина), а затем, для калибровки наружного диаметра, трубу пропускают через калибровочный стан.
Для уменьшения наружного диаметра трубы, когда это требуется, применяют редуцирование. Трубу нагревают в печи и пропускают через ряд следующих одна за другой пар ручьевых валиков с постепенно уменьшающимся диаметром. Каждая пара валиков по отношению к другой паре стоит под углом в 90°.
После калибровочного или редукторного стана труба поступает на правку, сортировку, обрезку концов, испытание и на склад».
 Первоуральск в фильмах. Смотреть видео
Хмурый осенний день – лучшее время для работы над книгой
Красная книга Первоуральска
ФАНТАСТИКА 1958
Первоуральск в фильмах. Смотреть видео
Хмурый осенний день – лучшее время для работы над книгой
Красная книга Первоуральска
ФАНТАСТИКА 1958